Аргонная сварка в г. Жезказган



Сваркой получают неразъединимые соединения. Поверхности деталей нагреваются, пластически деформируются, образуются межатомные связи (термический класс по ГОСТ 19521-74). Аргоновая электросварка — отдельный вид, при котором инертный газ защищает ванну от атмосферы. Также аргонная сварка отличается от обычной присутствием устройства доставки газа.
Принцип работы
Аргон — инертный газ, он не вступает в реакцию с соединяемыми материалами, защищает их от действия углекислот, кислорода, влаги и азота. Операцию выполняют электрической дугой, получают электро-газовое соединение заготовок. Применяют плавящиеся, неплавящиеся электроды. Аргонодуговая сварка металла выполняется вручную, полуавтоматическим или автоматическим способом, от конкретного вида зависит цена услуги. При ручном способе проволоку подает сварщик. Если задействуют автоматику, то сварочный материал поступает механически. Неплавящиеся электроды делают из графита, вольфрама (простого, легированного).

Используемые обозначения:
- РАД — ручная процедура с неплавящимся стержнем;
- ААД — автоматическая подача неплавящегося спецэлектрода,
- ААДП — плавящийся электрод подается автоматически.
Места соединения отличаются степенью защиты в рабочей области, непрерывности процедуры, уровню механизации — все эти параметры также определяют стоимость аргонной сварки. Метод стыкования в газовой среде повышает производительность работы, автоматизировать процесс нетрудно, не нужны флюсы, покрытия электродов.
Аргонодуговая электросварка с газовой защитой использует дугу для плавления поверхности стыковочных элементов. Стержень плавится при температуре, превышающей показатели, до которых он нагревается. Применяют проволоку, полосу, пруток в виде присадочного материала.
Технология сваривания в среде защитных газов
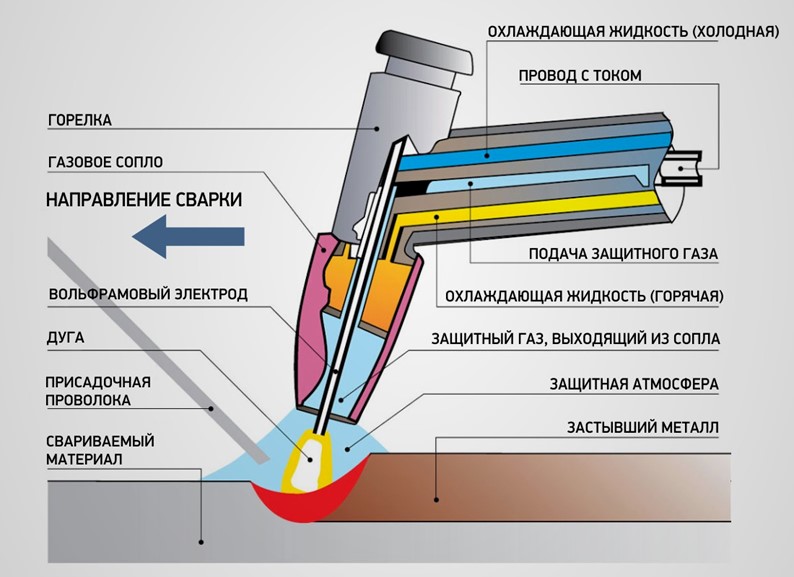
Стальная проволока выбранной марки получает электричество посредством токопроводящего мундштука. Электродуга плавит проволоку, а ее постоянную длину гарантирует механическая подача. Для защиты действует аргон из сварочной горелки, подающийся вместе с проволокой. После остывания заготовок формируется твердый шов.
Газовое обеспечение совершенствует работу, при этом свариваемые плоскости не окисляются, а поверхностное натяжение остается в норме. Разбрызгивание снижается, дуга становится устойчивой, форма шва стабилизируется. Несмотря на более высокую цену услуги аргонной сварки, такой метод эффективен при соединении черных, цветных металлов, стали, сплавов этих видов толщиной от десятков до десятых долей миллиметров.
Виды аргонодуговой сварки
Используют постоянную или импульсную дугу. Постоянный ток применяют чаще (вертикальные швы, TIG-сварка нержавейки). С ним:
- снижается интенсивность брызг;
- электрическая дуга стабилизируется;
- возможно стыкование тонкостенных элементов;
- не требуется дорогой аппарат, однако сам процесс затратный (нужен преобразователь переменного вольтажа).
Не рекомендуется для алюминия, т.к. постоянный ток не выделяет достаточно тепла.
С импульсной дугой чаще всего работают, если нет аппарата постоянного тока. Этот аргоновый метод подходит для толстостенных деталей, высокочастотной TIG-сварки, быстрой наплавки, а также намагниченной стали. В последнем случае намагниченность не влияет на получение шва, т.к. регулярно меняется направление тока. При использовании переменного тока снижается производительность труда.
Метод MIG
Оборудование применяют в производственных, слесарных мастерских, автоматы встречаются в бытовых сварочных работах. Инертный газ аргон защищает ванну от окисления, можно варить медь, алюминий, титан, никель, цветные сплавы с толщиной стенок свыше 1 мм.

Преимущества этого аргонного метода:
- берут проволоку меньшего диаметра;
- не тратится время на смену электродов;
- не нужна окончательная обработка шва;
- расширенная функциональность.
В труднодоступных областях работа затруднена. Стартовый набор недешевый — вложение окупится при регулярном объеме работ. Оборудование малоподвижное с небольшой мобильностью.
Способ TIG
Рекомендуют для опытных сварщиков с подготовкой и опытом. Сварной шов получается при высокотемпературном разогреве тугоплавким вольфрамовым стержнем. Нужны присадки из материала, аналогичного сплаву соединяемых деталей. Допускается формирование шва за счет расплавленных краев заготовок.

Плюсы аргонного метода TIG:
- выполняют прочный, гладкий шов;
- используется сварочный ток большого диапазона;
- аппаратные параметры настраиваются более точно;
- предусмотрены дополнительные функции;
- присутствует регулировка нагрева стержня.
Сваривание проходит медленно, по сравнению с другими видами. Стержень подают вручную. Заготовки перед обработкой тщательно подготавливают, обеспечивая прочное сцепление поверхностей. Комплектующие требует больших затрат. Услугу аргоновой сварки оказывают в закрытом цеху.
Способ не имеет аналогов при специфическом стыковании меди, чугуна, алюминия, титана и сплавов этих металлов. Работают с толщиной деталей от 0,5 мм и больше.

Необходимое оборудование
Основной аппарат для аргонодуговой сварки — это инвертор MIG, TIG. Он работает на постоянном токе или одновременно на двух видах напряжения.
Также нужен газовый баллон с аргоном объемом от 40 л, его выпускают из металла 30ХГСА, 45, Д. Емкость комплектуют вентилем подачи кислорода (ВК), горловинным кольцом, защитным колпаком, башмаком для упора. Емкости поставляются серого цвета с зелеными буквами и полоской. Напор в баллоне — не меньше 150 атм.
Горелку по типу пистолета фиксируют к баллонному шлангу, сверху на ней установлена пусковая кнопка. Приспособление оснащено держателем, внутри помещается сварочный стержень. По шлангу газ поступает в держатель, концы которого длиннее размера горелки. Инструменты разных аргонных аппаратов отличаются по типу, однако бывают и универсальные модели.
Компания «ПО КазМетСервис» известна как надежный и стабильный поставщик широкого ассортимента металлопроката. Налаженная логистическая сеть позволяет доставлять заказ в течение короткого срока в любую область Республики Казахстан и страны СНГ. Мы гарантируем неизменно высокое качество реализуемой продукции. Если вам требуется Аргонная сварка, то заказать такую продукцию по демократичной стоимости можно в компании «ПО КазМетСервис». Все вопросы по наличию товара на складе можно задать нашим менеджерам по телефону – +7 (7102) 92-55-10 или написать на почту – zhezkazgan@kzmc.kz.